一、測量目標
借助先進的測量技術與設備,對 IXPE 材料發泡全過程實施實時、精準的厚度監測,第一時間察覺厚度異常,保障 IXPE 材料成品厚度契合既定質量標準,為發泡工藝參數的動態調控提供依據。
二、適用范圍
本方案適用于 IXPE 材料從擠出成型至成品產出的發泡連續生產環節的厚度測量。
三、測量前準備
一)人員培訓
為測量及生產人員組織專項培訓,使其全面了解實時測厚系統的操作方法、數據讀取與分析技巧、異常情況的初步判斷與反饋流程。培訓結束后,通過理論與實操考核,確保人員能夠熟練運用IXPE材料測厚系統。
二)設備選型與校準
設備選型:選用高精度、響應速度快的在線測厚儀,并確保測厚儀具備數據實時傳輸與數采功能,滿足生產現場的實時監測需求。
設備校準:在安裝測厚儀前,使用標準厚度塊對其進行全面校準。在日常生產中,每隔 1 個母卷對測厚儀進行一次校驗,保證測量數據的準確性。
三)系統搭建
搭建實時數據采集與監控系統,將測厚儀與生產管理系統進行集成,實現測量數據的自動采集、傳輸與展示。為操作人員配備終端設備,便于其隨時查看測量數據與設備運行狀態。
四、測量實施
一)測量點布局
母片類 IXPE:沿片材的寬度方向,每隔 10cm 設置一個測量點;在片材的長度方向,每 1m 設置一個測量點,全面覆蓋片材的各個區域,精確反映母片片材厚度的均勻性。
成型類 IXPE:依據產品的特性,在厚度變化較大的部位,如中心、邊緣等,加密測量點;在相對平整的部位,適當減少測量點數量,確保獲取產品各部位的準確厚度數據。
二)生產全程實時測量
母片擠出階段:在擠出機出料口緊鄰位置安裝測厚系統,對剛擠出的 IXPE 材料進行實時厚度監測。測厚儀以每秒 5 次的頻率采集數據,并將數據實時傳輸至監控系統。
發泡成型階段:在發泡爐的出口冷卻位置安裝測厚系統,實時監測 IXPE 材料在發泡過程后的厚度變化。也可通過對比不同位置的測量數據,分析發泡溫度、時間等工藝參數對厚度的影響。對冷卻定型后的 IXPE 材料進行最終厚度測量。此階段的測量數據直接反映產品的最終厚度,需重點關注。
五、數據記錄與處理
一)數據記錄
實時測厚系統自動記錄測量時間、測量位置、測量值、生產工單、生產批次、工藝參數等信息,并將數據存儲于數據庫中,以便后續查詢與分析。
二)數據處理
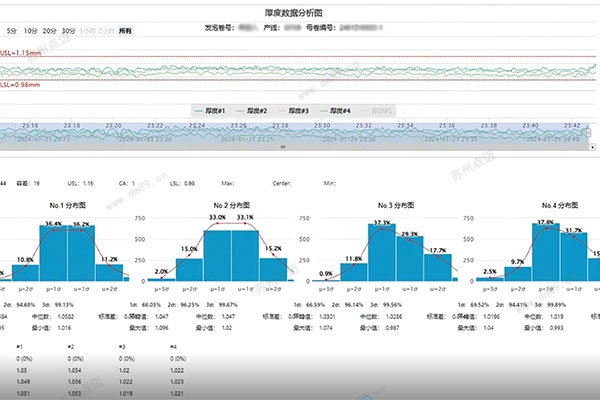
實時分析:監控系統對實時采集的測量數據進行分析,計算厚度平均值、標準差、CP、CPK、PP、PPK等統計參數,實時評估產品厚度的穩定性。
預警設置:在監控系統中設置厚度偏差預警閾值,當測量數據超出預警閾值時,系統自動發出警報,提醒操作人員及時處理。
趨勢分析:通過對歷史數據的分析,繪制厚度隨時間、溫度、速度、生產批次、工藝參數等因素變化的趨勢圖,為工藝優化提供參考依據。
六、異常處理
一)快速響應機制
當系統發出厚度異常警報時,操作人員應立即前往現場查看,初步判斷異常原因,并及時通知技術人員進行處理。
二)原因排查與處理
技術人員接到通知后,迅速對生產工藝、設備運行狀況、原材料質量等方面進行全面排查,找出導致厚度異常的根本原因。根據排查結果,采取針對性的糾正措施,如調整工藝參數、維修設備、更換原材料等,確保 IXPE 材料的厚度恢復正常。
三)持續改進
對生產過程中出現的厚度異常問題進行總結分析,制定相應的預防措施,防止類似問題再次發生。持續優化發泡工藝與測厚系統,提高產品質量的穩定性與生產效率。


